-
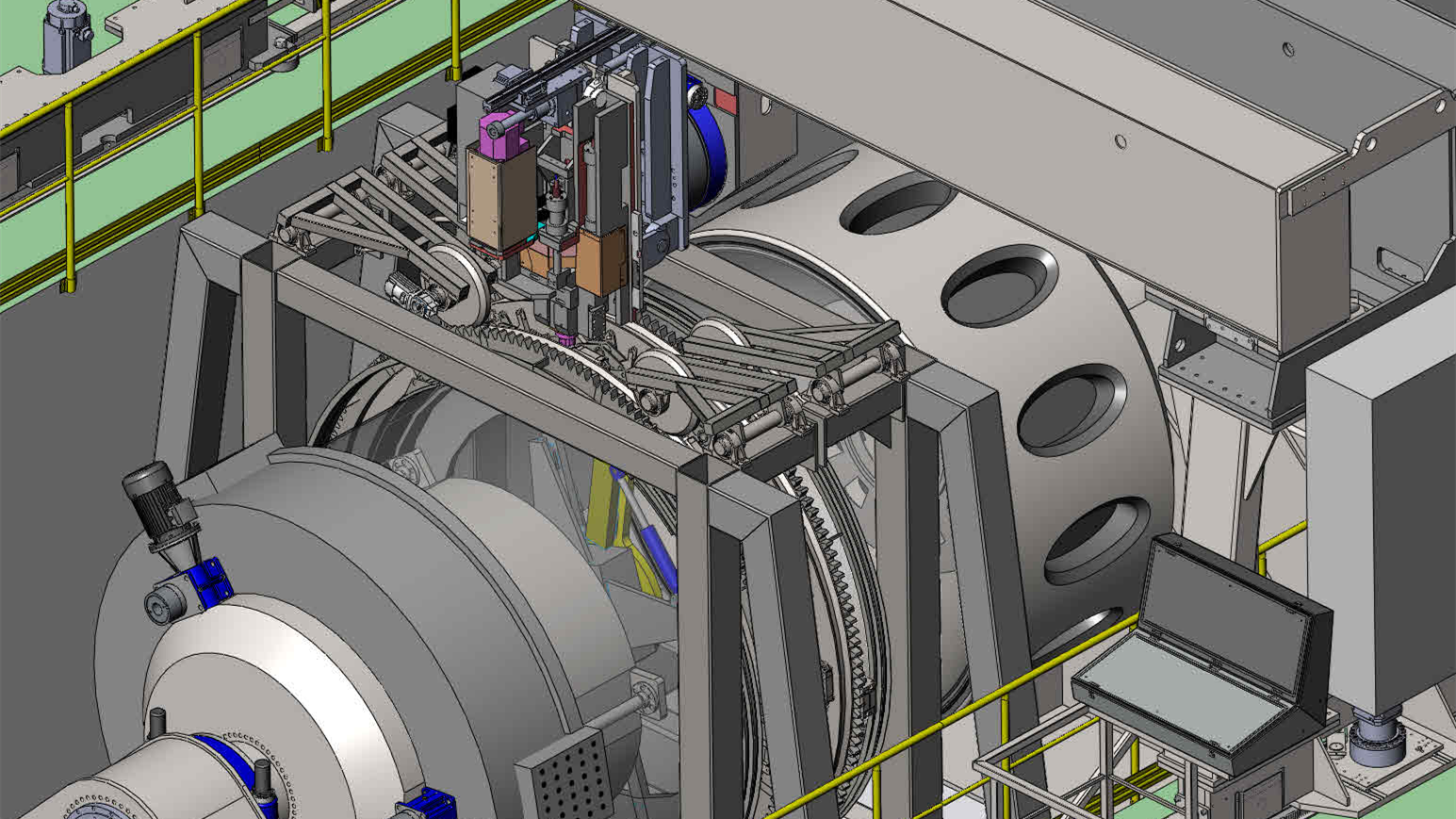
贮箱箱体筒段环缝对接解决方案
运载火箭燃料贮箱筒段的环缝对接以搅拌摩擦焊工艺为主,采用大型龙门结构配合对应的工装完成焊接动作。设备根据焊接对象的尺寸定制,最大筒段直径可达10m,筒体壁厚可达25mm。系统采用CNC控制,支持“恒压力-恒位置”的控制模式,精确控制焊缝质量。设备可根据不同的需求,选择机械主轴和电主轴驱动,在环缝焊接种可以选用可回抽主轴,消除焊接尾孔。为提高焊缝组队精度,可选择配置铣削机头,可对工件焊缝边缘进行铣边作业。根据产品的特性提供的定制化的的内撑外压工装。
-
 贮箱箱体筒段分瓣纵缝解决方案
贮箱箱体筒段分瓣纵缝解决方案采用多瓣圆弧板拼接成筒体的工艺常用于大型筒体的制造中,中基科技在该生产工艺中有相当丰富的经验。通过专用的工装夹具,将板片定位压紧,配置自动的在线铣边装置对圆弧板的板边缘进行铣边处理,以控制最终筒体的圆周长精度。针对不同的材质和要求,提供包括TIG焊、搅拌摩擦焊、MIG焊等多种焊接工艺选择。基于无数次的实验验证而积累的工艺数据库,将会对焊接有质的提升。
-
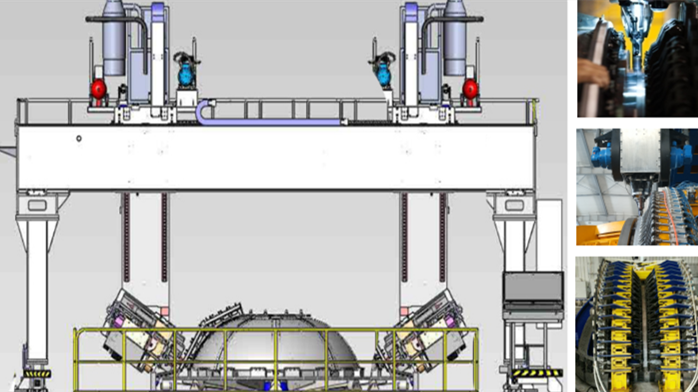
封头“瓜瓣”纵缝焊接解决方案
运载火箭燃料贮箱的封头为椭球体半球形状,制作工艺通常采用预压制成型的“瓜瓣”逐一拼焊而成,为了确保“瓜瓣”拼焊的尺寸精度,中基科技提供了一套5轴联动的龙门搅拌摩擦焊加自动铣边装置配合完成。预留余量的“瓜瓣”被安装在椭球体胎膜上,通过安装在高精度定位转台上的内撑外压工装固定,5轴联动的铣削装置完成待对接瓜瓣边缘余量的铣削,高精度的CNC系统有效保证了“瓜瓣”的圆周长尺寸精度。铣削后,胎膜工装自动的将“瓜瓣”压紧到焊接位,精密的控制在强大的工艺数据库支持下,能够确保“零间隙”的拼合。就绪后5轴联动的搅拌摩擦焊沿着母线方向完成焊缝的焊接。系统支持“恒压力-恒位置”的控制模式,精确控制焊缝质量,最大的焊接厚度可达25mm以上。
-
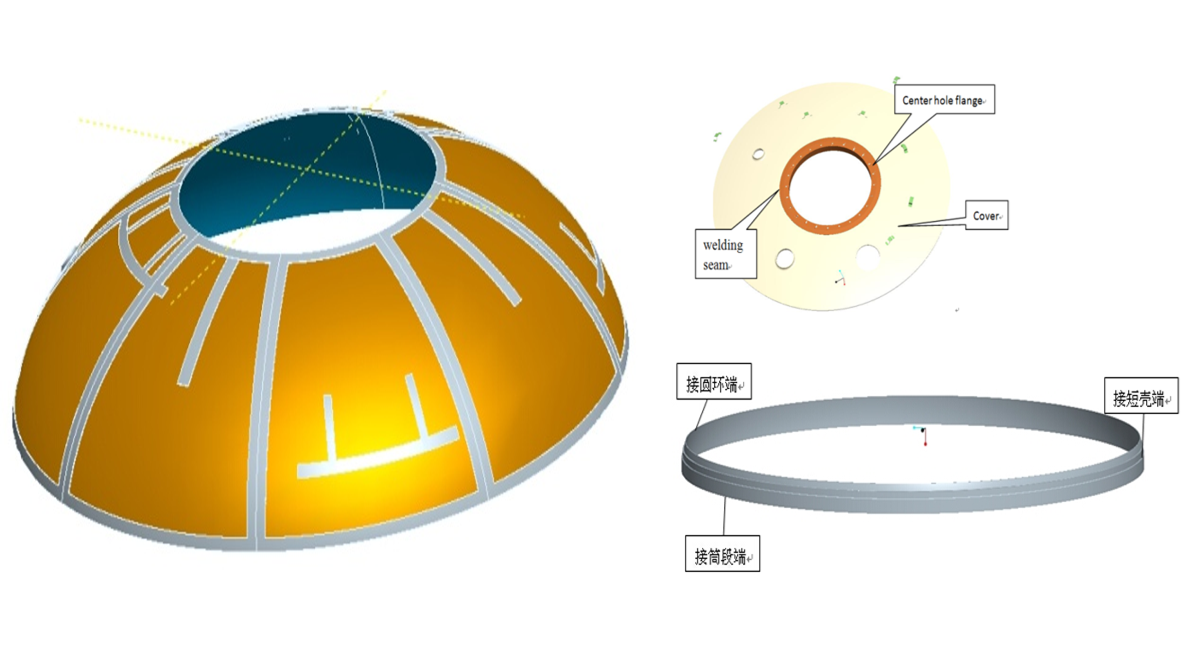 封头环形焊缝解决方案
封头环形焊缝解决方案运载火箭燃料贮箱的封头的人孔法兰、叉形环等附件与封头“瓜瓣”的连接为环形焊缝。通过胎膜固定工件,利用5轴联动的铣削机头和5轴搅拌摩擦焊机头完成焊接,并选用可回抽主轴,以消除焊接尾孔,这是环缝的关键。





